

פּעריטאָנעאַל דיאַליז לייזונג (CAPD) פּראָדוקציע ליניע




אונדזערפּעריטאָנעאַל דיאַליסיס לייזונג פּראָדוקציע ליניע, מיט קאָמפּאַקט סטרוקטור, נעמט א קליין פּלאַץ. און פארשידענע דאַטן קענען ווערן אַדזשאַסטיד און געראַטעוועט פֿאַר וועַלדינג, דרוקן, פילונג, CIP און SIP ווי טעמפּעראַטור, צייט, דרוק, קענען אויך ווערן געדרוקט ווי נויטיק. די הויפּט דרייוו קאַמביינד דורך סערוואָ מאָטאָר מיט סינקראָניש גאַרטל, פּינקטלעך פּאָזיציע. אַוואַנסירטע מאַסע לויפן מעטער גיט פּינקטלעך פילונג, באַנד קענען לייכט אַדזשאַסטיד ווערן דורך מענטש-מאַשין צובינד.
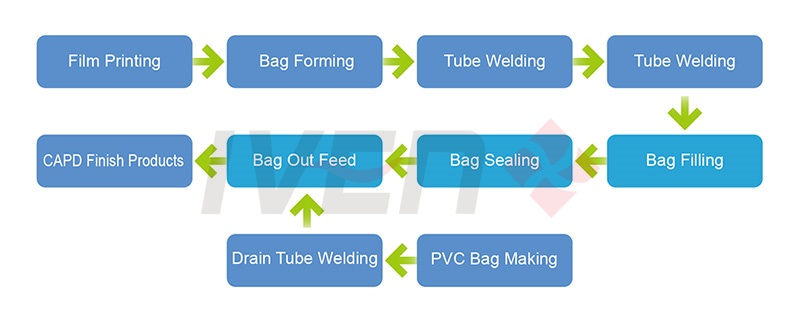
פֿאַר קאַפּד לייזונג זעקל דרוקן, פאָרמינג, פילונג און סילינג, רער וועַלדינג, פּווק זעקל מאכן מאַשין.

פּעריפערישע וועַלדינג מיט טאָפּלט אָפן פורעם סטרוקטור און פלוקטואַציע פורעם איז יקוויפּט מיט קאָאָלינג פּלאַטע, מאַכן פלוקטואַציע פורעם די זעלבע טעמפּעראַטור, און ענשור אַז ויסריכט אין די פורעם פּראָצעס און האַלטן וועט נישט באַקן הייס מעמבראַנע מאַטעריאַל; ימפּרוווד די פּראָדוקט קוואַליטעט.
די הייצונג רער און טערמאָקאָפּל אין אַלומינום צומיש הייצונג פּלאַטע, הייצונג און היץ אַריבערפירן זענען מונדיר, טעמפּעראַטור קאָנטראָל איז פּינטלעך, רידוסינג די היץ אָנווער, וועט נישט דערשייַנען די פאַקטיש טעמפּעראַטור און אַרויסווייַזן טעמפּעראַטור איז נישט קאָנסיסטענט, אַזוי צו ענשור די וועַלדינג קוואַליפיצירן קורס.
100% אויסניצן דעם פילם, קיין אפפאל צווישן זעקלעך און גרופעס.
די פאָרמינג פורעם איז ספּעציעל דיזיינד. דער לעצטער פאָרמירטער זעקל פון דער ערשטער גרופּע וועט ווערן צוגעשניטן צוזאַמען מיטן ערשטן פאָרמירטן זעקל פון דער צווייטער גרופּע. דאָס איז גוט פֿאַר שלעפּן די פילם ביים אויסציען זעקלעך. נאָר איין סיסטעם קען גאַראַנטירן אַז די אויסציען פון פילם און אויסציען פון זעקל קען ווערן געטאָן סינקראָניש. (גאַראַנטירט די זעלבע שפּאַנונג פילם לענג יעדעס מאָל צווישן יעדער גרופּע, דאָס הייסט עס איז נישטאָ קיין אָפּפאַל ראַנד צווישן די פֿאַרשידענע גרופּעס - די היגע פאַבריקאַנטן האָבן אָפּפאַל ראַנד צווישן יעדער גרופּע.)
ווען מען טוישט די פורעם פאר פארשידענע ספעציפיקאציעס פון פראדוקטן, דארף מען נאר טוישן די אויבערשטע פורעם, די אונטערשטע פורעם איז אן איינשטעלבארע אלגעמיינע פורעם, וואס קען שטארק שפארן צייט פארן אויסטוישן דיבאגינג. די פארמירונג פורעם ווערט געמאכט מיט ספעציעלע מאטעריאלן און א ספעציעלע פראצעדור פון ספעציעלע פורעם פאבריקאנטן, וואס איז זיכער אז עס איז נישט קיין צייכן פאר די קוואליטעט און לעבנסדויער פון 100 מיליאן זעקלעך.
לויט די אייגנשאפטן פון שווייסן פלאסטיק, זאל מען גלייך קאלט שווייסן נאך צוויי הויך-טעמפּעראַטור שווייסן. דאס קען ביידע זיכער מאכן די פעסטקייט פון פלאסטיק שווייסן און ברענגען א גוטן אויסזען. דעריבער, די צווייטע שווייסן פארטן דארפן קאלט שווייסן, מיט שווייסן טעמפעראטור פון די אקטועלע קיל-וואסער טעמפעראטור (15ºC-25ºC), די צייט און דרוק איז צוגעפאסט.
מיטן פּאַטענטירטן פּלאַן, איז די אָפּפאַל ראַנד אַוועקנעמונג סטאַנציע פּשוט און פאַרלעסלעך, מיט אַ הויכן דורכגאַנג קורס ביז 99% און העכער. די אויבערשטע און אונטערשטע פירער שטאַנגען קלאַמערן דעם אָפּפאַל פילם נאָך דעם זעקל פאָרמען און רייסן עס אויף דורך אַ פירער צילינדער, צו פאַרענדיקן די זעקל פאָרמען. דער דרייעקיקער אָפּפאַל ראַנד ווערט געזאַמלט דורך אַ ספּעציעלן מיטל. די אויטאָמאַטישע אָפּפאַל ראַנד אַוועקנעמונג סטאַנציע קען ניט נאָר רעדוצירן די נעגאַטיווע ווירקונגען פון קינסטלעכן צוריסן, נאָר אויך זיכער מאַכן די זעקל פאָרעם.
אַדאַפּט די E + H מאַסע פלאָומעטער מעסטונג און הויך דרוק פילונג סיסטעם.
א אָפטקייט קאָנטראָל פּאָמפּע קאָנטראָלירט דעם דרוק, ניצט די הויך-דרוק קעגנשטעליק מעדיציניש סיליקאָנע רער צו פאַרבינדן די רערנ - ליניע, גרינג וישאַלט, קיין רייניקונג טויט אָרט.
הויך פילונג אַקיעראַסי, קיין זעקל און קיין קוואַליפֿיצירט זעקל, קיין פילונג.
פילונג קעפּ נעמען אן פּאַטענט טעכנאָלאָגיע פון גלאַט ייבערפלאַך סילינג, קיין קאָנטאַקט מיט פּאָרץ אינטערוואַל אַזוי קיין רייַבונג צו דזשענערייט די פּאַרטיקאַלז; עס אויך אַוווידז די אָוווערפלאָו פון לייזונג וואָס איז געפֿירט דורך ענדערונג פון פּאָרץ גרייס צו מאַכן די פּאָרץ אַנסעאַלד מיט די פילונג קעפּ.
עס נעמט אן פארגעשריטענע PLC קאנטראל און אינטעגרירטע ווענטיל טערמינאל מעטאד, פשוטע קרייז, שנעלע אפעראציע רעאקציע, זיכערע און פארלעסלעכע לויף. דער פילונג טייל איז אינטעגרירט מיט דעם פארזיגלונג טייל אין איין איינהייט, עס דארף נאר איין עלעקטרישע קאנטראל סיסטעם און איין מענטש-מאשין אינטערפייס אפעראציע איינהייט; לפחות איין אפעראטאר ווערט רעדוצירט, פארמיידט די חסרונות ווי אומקאמפאטיביליטעט צווישן צוויי אפעראטארן, און פארגרעסערט די זיכערהייט און פארלעסלעכקייט פון די עקוויפמענט.
א ריר-סקרין דיספלעי און אפערירט אלע טעמפעראטור קאנטראלן גענוי. גיט ספעציעל קליינע פלוקטואציעס אין אנפאנג און אפשטעל מאמענטן, די טאלעראנץ קען זיין ±1℃.
דרוק טאַפליע איז אינסטאַלירט אויף די אַלומינום פּלאַטע דורך S/S שטיפט באָלט, צו ויסמיידן די לאָך פאָדעם פריי אויף די פּלאַטע נאָך לאַנג-טערמין נוצן.
די פילם ראָל ווערט פּאַזיציאָנירט מיט גלייכמעסיגער שפּאַנונג פֿון 4 זייטן צו פֿאַרזיכערן די פילם שפּאַנונג און גלאַטן לויף. די לינקע און רעכטע זייטן פֿון דער פילם ראָל זענען פֿיקסירט דורך דער אַדזשאַסטאַבאַל פּאַזיציאָנירונג פּלאַטע, צו פֿאַרזיכערן די פֿיטער גיכקייט און אַקיעראַסי.
פאָרהייצן סטאַנציע און היץ סילינג סטאַנציע אַדאַפּט פרילינג-לאָודיד נאָדל פּראָבע צו דעטעקט די פורעם טעמפּעראַטור, באַקוועם ינסטאַלירונג און דיסאַסעמבלי, ומבאַקוועם צו צעברעכן, טאָלעראַנץ ין ± 0.5 ℃.
ענדערן דעם וועג פון פארזיגלען פאזיציאנירן צו באשיצן דעם צילינדער, פארמיידן לאנג-טערמין היץ אויף אים.
פראפעסיאנעלע עקסטערנע וויירינג, אפגעזונדערט דעם דראָט לויט פארשידענע קלאַסיפיקאַציעס, גוט אויסזען און באַקוועם וישאַלט.
פיקסירט די אונטערשטע פורעם, אבער האלט די קיל-פלאטע, צו באשיצן די פילם ווען די מאשין שליסט זיך אויס.
אַרומיק היץ סילינג אַדאַפּץ ספּעציעל פורעם, ינסטאַלירן די קאָאָלינג טעלער פון אויבערשטער פורעם מיט פרילינג-לאָודיד.
לייגט צו דעם אויטאמאטישן פיטער סיסטעם צו לייזן דעם פראבלעם פון בלאקירן און פארשטארקן, רעדוצירן די ארבעט אינטענסיטעט. לייגט צו דעם יאנישן ווינט רייניקונג און אויפבוי מיטל צו פארבעסערן די קלארקייט פון דעם פראדוקט.



